
貴重な酒造米である軽部産・雄町米を惜しげもなく磨き、醸し出される「酒一筋」。
一つ一つの工程が深い意味を持っているからこそ、格調高い「酒一筋」の味わいが生み出されるのです。
その品質管理は、出荷の日を迎えるその時まで、一瞬の油断も許されません。
数々の工程を経て「酒一筋」は生まれます。
その工程一つ一つが「酒一筋」の品質を生成します。
工程 1

精米 -せいまい-
玄米の表面部分に含まれる成分は酒の味に深く関与し、多すぎると雑味となるので、米の中心部を残してその表面部を取り除きます。
この磨く度合いを精米歩合と呼び、規定されています。(下記の図を参照)
そしてこの「精米」こそが良質な日本酒を造ることにつながるのです。
この工程では処理する米が熱を持ち、砕米が発生する場合があります。
※砕米=精米の過程で割れてしまった米で、以降の工程では使えません。
そのため吟醸等、高い精米歩合の精米では、
特に時間を掛けて温度上昇を抑える必要のある難しい工程なのです。
因みに精米の際に出る糠(ぬか)は、栄養豊富な肥料として田に戻します。
| 特定名称 | 使用原料 | 精米歩合 | 麹米使用割合 | 香味などの要件 |
|---|---|---|---|---|
| 吟醸酒 | 米、米こうじ、醸造アルコール | 60%以下 | 15%以上 吟醸造り | 固有の香味、色沢が良好 |
| 大吟醸酒 | 米、米こうじ、醸造アルコール | 50%以下 | 15%以上 吟醸造り | 固有の香味、色沢が特に良好 |
| 純米酒 | 米、米こうじ | - | 15%以上 | 香味、色沢が良好 |
| 純米吟醸酒 | 米、米こうじ | 60%以下 | 15%以上 吟醸造り | 固有の香味、色沢が良好 |
| 純米大吟醸酒 | 米、米こうじ | 50%以下 | 15%以上 吟醸造り | 固有の香味、色沢が特に良好 |
| 特別純米酒 | 米、米こうじ | 60%以下又は特別な製造方法 (要説明表示) | 15%以上 | 香味、色沢が特に良好 |
| 本醸造酒 | 米、米こうじ、醸造アルコール | 60%以下 | 15%以上 | 香味、色沢が良好 |
| 特別本醸造酒 | 米、米こうじ、醸造アルコール | 60%以下又は特別な製造方法 (要説明表示) | 15%以上 | 香味、色沢が特に良好 |

工程 2

1. 洗米 -せんまい-
「洗米」では15kgずつに分けた精米を一袋ずつ手洗いすることで、米の表面に付いた糠(ぬか)を落とします。
「雄町米」は軟質米で、この「洗米」や次の「浸漬」でも砕けてしまう危険性が高いので、特に注意深く洗います。
2. 浸漬 -しんせき-
洗米の済んだ精米は続く「蒸し」に必要な水分を吸わせるために水に浸します。
この工程を「浸漬」と呼びます。
浸漬では秒単位の限定吸水を行い、良好な蒸し米を得るための水分含量となるよう、細心の注意を払っています。

3. 蒸し -むし-
浸漬が済んだら次は「蒸し」です。
米に含まれる生デンプンは、そのままでは発酵に関与するブドウ糖に分解されにくいので、蒸す(熱を加える)ことで、分解されやすい(麹の酵素の作用を受けやすい)αデンプンに変えます。また同時に殺菌も行います。
4. 放冷 -ほうれい-
そして蒸した米を仕込む際、最適な仕込み温度になるよう「放冷」します。
これは同時に米の表面に付いた水分を飛ばし、製麹(せいぎく)に最良な外硬内軟の蒸し米を得ることを目的としています。
そのため、温度は下げすぎないよう、注意する必要があります。

工程 3
1. 製麹 -せいきく-
日本酒の醸造に於いて、発酵に関わるブドウ糖を米のデンプンから作る工程を
「製麹」と呼びます。
古来より「一・麹(製麹)、二・酛(酒母)、三・造り(醪)」と
言われるほどに最重要な工程です。
この工程で大事なポイントは、一にも二にも温度管理であり、工程中、
「引き込み」「床もみ」「切り返し」「盛り」「仲仕事」「仕舞仕事」と
更に細かい工程がありますが、それぞれのタイミング毎に最適な温度とすることが重要なのです。
2. 酒母 -しゅぼ-
そして「酒母(酛とも言います)」。
文字通りお酒の母であり、良好な醪(もろみ)経過をとるために、まず醪の前段階として酒母を仕込みます。
酒母育成のポイントは、雑菌微生物を淘汰して目的の優良酵母だけを数多く育てることにあります。
3. 醪 -もろみ-
そしていよいよ「醪(「仕込み」や「造り」と同意)」です。
この醪は日本酒の醸造に於いて、最も中心となる工程であり、麹や酒母の品質にこだわるのは全てこの醪を計画通りに発酵させ、目標にかなった清酒を醸出させるためのものです。
まず酒母を入れ、その上に水・麹・蒸米を初添え、仲添え、留添えの3段階に分けて仕込むことで、酵母菌数を効率良く増やしていきます。
この工程においても、重要となるポイントはやはり温度管理であり、最適な温度経過を取ることで、目的とする酒質の日本酒を得ることができます。
工程 4
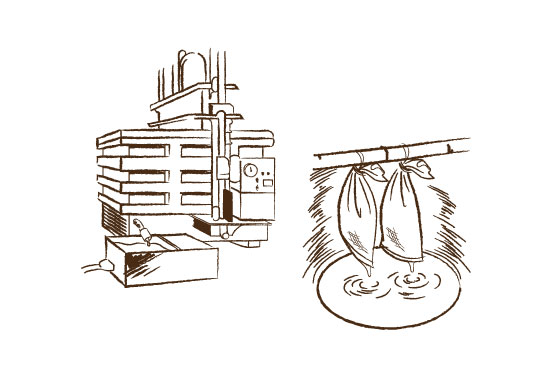
1. 上槽 -じょうそう-
醪の発酵が旺盛な時期を過ぎ、ある程度落ち着いてきたら、成分(日本酒度、アルコール濃度)が整ったことを確認し、醪を酒袋に掛けて搾るか、そのまま酒袋を吊るして自然に垂れるのを待ち、お酒と酒粕に分けます。
この工程を「上槽(搾り)」と呼びます。
2. 貯蔵 -ちょぞう-
上槽により得られたお酒(生酒)は、出荷時の瓶詰めまでタンク(斗びん)に貯蔵します。
貯蔵中は香味の熟成がおき、新酒の荒々しい香味が丸く穏やかなものになります。
ただ熟成が過ぎると、着色が過剰に進み、熟成香や雑味が多くなったりするので、過度に熟成が進まぬよう、貯蔵中の温度管理が大切です。

工程 5
1. ろ過 -ろか-
貯蔵された生酒を製品化するに当たり、酒質を整える工程が「ろ過」です。この工程では生酒の中に残っている細かい滓(おり)や雑味を取り除くことが目的です。
※ろ過を行わない“無ろ過”と呼ばれるお酒もあります。
2. ビン詰 -びんづめ-
上槽により得られたお酒(生酒)は、出荷時の瓶詰めまでタンク(斗びん)に貯蔵します。
貯蔵中は香味の熟成がおき、新酒の荒々しい香味が丸く穏やかなものになります。
ただ熟成が過ぎると、着色が過剰に進み、熟成香や雑味が多くなったりするので、過度に熟成が進まぬよう、貯蔵中の温度管理が大切です。
これら長く複雑な工程を経て、お客様のお手元に届きます。